涂料行业废气治理:为何RTO设备成为诸多厂家的优先选择?
在涂料生产过程中,从调漆、分散到固化烘干,每个环节都会释放出大量含苯系物、酯类、醇类等挥发性有机物的废气。这类废气成分复杂、浓度波动大,且往往伴有刺激性气味。面对日益严格的环保排放标准,涂料企业需要一套稳定、高效的废气处理方案。在诸多技术路线中,RTO设备(蓄热式热力氧化装置)的出镜率越来越高,它究竟有何过人之处?
涂料废气治理的难点在哪里?
坦白说,涂料废气的棘手之处在于“多变”。不同配方、不同生产阶段,废气风量和浓度可能相差数倍;同时,废气中常含有树脂微粒或粘性物质,容易堵塞预处理单元。如果采用吸附法,活性炭更换频繁且危废处置成本高;若用冷凝回收,对于低浓度大风量工况又不经济。因此,许多厂家将目光投向了热氧化技术,而RTO设备正是其中的代表。

RTO设备的工作原理与核心优势
RTO设备的基本逻辑并不复杂:通过陶瓷蓄热体捕获燃烧余热,用以预热后续进入的废气,从而大幅减少辅助燃料消耗。当废气在高温氧化室(约760-850℃)停留足够时间,有机物被彻底分解为二氧化碳和水。这种“蓄热-放热”的循环机制,使得系统热效率可达90%以上。
说到这里,不得不提它在涂料行业的几个实际利好:
浓度适应性强:无论是高浓度瞬时冲击,还是低浓度长期运行,RTO设备都能通过阀门切换和温度调节保持稳定分解率,避免因废气波动导致的排放超标。
净化效率持久:燃烧法对有机物的去除效率普遍在98%以上,且不易因杂质附着而急剧衰减——这对于含少量颗粒物的涂料尾气尤为关键。
余热可回用:氧化产生的高温净气可通过换热器回用于烘干房或热水系统,降低全厂综合能耗,这对能耗敏感的企业来说具有实际吸引力。
与其他技术的横向对比
和RCO催化燃烧设备相比,RTO设备虽然起燃温度稍高,但无需贵金属催化剂,不会因催化剂中毒或烧结而频繁更换床层,维护工作量更少。对于涂料废气中可能存在的硫、硅等催化剂抑制物,RTO设备显然更具耐受性。而相较于光氧催化或等离子体技术,RTO设备在处理大风量、高浓度工况时的稳定性和设备寿命更具优势。

选型与运营中的几点务实建议
当然,RTO设备并非“万能钥匙”。它的投资成本较高,对安装空间有一定要求,且阀门切换与温度控制需要精细的自动化系统。因此,在选型前建议结合自身废气特征(湿度、含尘量、浓度波动曲线)进行充分评估。同时,蓄热体定期吹扫和检维修计划也不可忽视——这些都会影响长期运行费用。
专业设备厂家的支撑价值
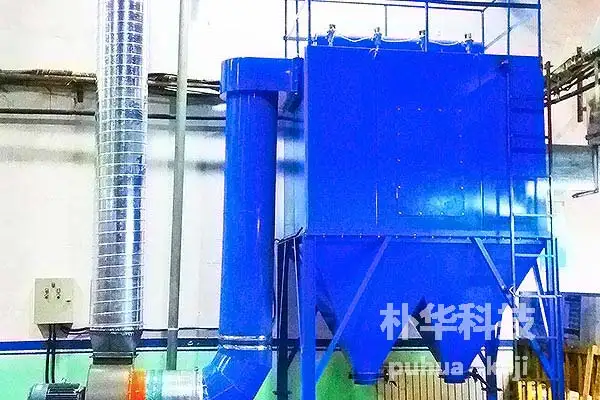
一套合规高效的RTO设备,不仅取决于燃烧室设计,更与前端预处理(如除雾、过滤)、管道防堵、安全防爆等配套环节密切相关。郑州朴华科技有限公司作为河南本地环保设备生产厂家,在vocs有机废气处理设备领域积累了多年设计和研发经验。其提供的RTO设备结合了多重防堵塞结构和智能温控系统,并可与布袋除尘器、脱硫塔等设备灵活组合,满足涂料行业从预处理到深度治理的完整需求。公司产品线覆盖RCO催化燃烧设备、光氧催化设备、脉冲除尘器、移动除尘器等,致力于为不同工况提供适配的治理方案。
结语
综合来看,RTO设备之所以在涂料废气治理领域受到广泛关注,根源在于其对复杂工况的兼容性、持续稳定的净化表现以及可观的余热回收价值。尽管前期投入需要审慎考量,但从长期运行合规性和综合成本看,它确实是一条经得起验证的技术路径。对于正在考察治理方案的厂家,不妨结合自身排废数据和现场条件,与有经验的工程团队做一次深入交流——或许能发现更适合自己的解决思路。
下一篇 :催化燃烧设备催化剂类型如何选择?



{kind=link}