RTO设备项目验收:必须完成的几项核心性能测试
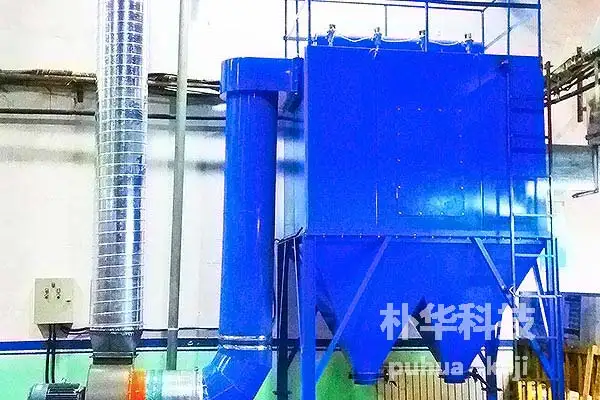
一套蓄热式氧化炉(RTO设备)从安装到正式投用,验收环节的性能测试往往是决定项目成败的关键。坦白说,不少企业因为验收测试不充分,导致后期运行能耗高、排放不稳定。那么,RTO设备项目验收时需要做哪些性能测试?本文结合环保工程实践,梳理出以下核心测试项目。

1. 气密性与压力测试
这是验收的基础环节。通过向RTO设备内部充入一定压力的气体,检测各焊接点、法兰连接处是否有泄漏。合格的RTO设备应能维持设定压力降范围内。泄漏不仅影响处理效率,还可能带来安全风险。朴华科技在现场验收时,常采用肥皂水配合微压表多点复测。
2. 温度场均匀性与蓄热效率
RTO的核心在于蓄热陶瓷体。测试时需在燃烧室及上下箱体布置多个测温点,验证氧化区温度是否达到设计值(通常760℃以上)。同时,通过进出口废气温度差,计算蓄热效率。若蓄热效率低于90%,说明气流分布或阀门密封有缺陷,需要整改。
3. 废气净化效率与排放达标
这是用户最关心的指标。在额定风量下,对入口和出口废气中的非甲烷总烃、特征污染物进行连续在线或第三方手工监测。注意要在不同负荷(如75%、100%处理量)下分别测试。一套合格的RTO设备,其去除效率应稳定在设计指标(如95%以上)。

4. 阀门切换与PLC联锁逻辑
阀门每几分钟就要切换一次。验收时要模拟阀门卡涩、风机故障、高温报警等情形,检查PLC程序能否及时响应。例如,当燃烧室温度超过上限,系统应自动切断主燃料并打开旁通。切换时间差控制需精确,否则会出现废气直排。朴华科技在其成套RTO设备中,会提供完整的联锁测试记录。
5. 能耗指标与压降测试
在稳定运行阶段,记录天然气或电的瞬时消耗量,换算成单位风量的运行成本。同时测量RTO设备进出口的静压差。压降过大会显著增加主风机能耗。通常,整个RTO系统压降应不超过3000Pa。如果超标,需检查陶瓷体是否堵塞或气流分布不均。
说到这里,不得不提一个容易被忽视的点:验收前应保持至少72小时连续试运行,期间记录所有异常停机或报警。只有上述性能测试均出具合格报告,才能签署最终验收文件。
专业支撑:值得信赖的环保装备服务商
作为河南地区长期深耕环保设备研发的厂家,郑州朴华科技有限公司在粉尘治理、脱硫脱硝及VOCs废气处理领域积累了丰富经验。公司设计生产的RTO设备、RCO催化燃烧设备、布袋除尘器及脱硫塔等产品,均按照严格的性能测试流程出厂。若您在RTO设备选型或验收中遇到具体问题,其技术团队可提供对应工况下的测试方案建议。



{kind=link}