RTO设备在焦化厂化产区域VOCs治理的难点与对策
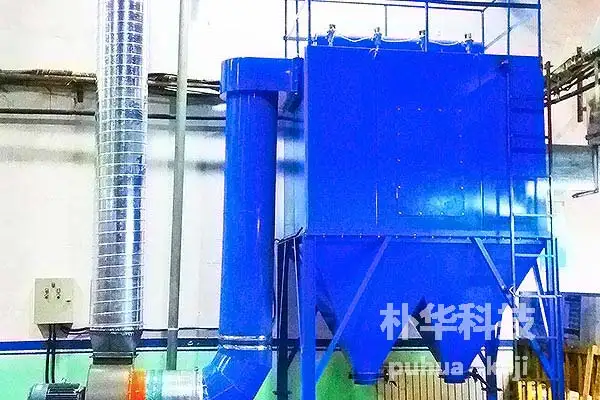
焦化厂化产区域的VOCs(挥发性有机物)治理一直是环保工作的重点和痛点。RTO设备(蓄热式氧化炉)因其处理效率稳定、热量回收率高,成为该领域的主流选择。然而,在实际应用中,化产区域复杂的废气成分与工况,给RTO设备带来了诸多挑战。本文将结合郑州朴华科技有限公司在环保设备研发中的实践经验,探讨这些难点及可行的解决对策。

难点一:废气成分复杂,易造成蓄热体堵塞
化产区域废气中常含有焦油、萘、硫化氢等粘性及结晶性物质。这些物质进入RTO设备后,容易在蓄热陶瓷表面冷凝或沉积,长期运行会导致气流通道变窄、换热效率下降,甚至引发堵塞。坦白说,这是许多运维人员颇为头疼的问题,严重时设备压差升高,能耗大增。
对策:强化预处理与定期吹扫
针对这一难点,关键在于提升前端的预处理精度。建议采用“文丘里洗涤+除雾+过滤”的多级净化组合,将废气中的焦油和颗粒物浓度控制在安全范围内。同时,RTO设备自身可设计定期高温反吹或离线清洗程序。郑州朴华科技生产的RTO设备在结构上优化了蓄热室进气分布,并预留了吹扫接口,便于日常维护,一定程度上缓解了堵塞风险。
难点二:废气浓度、流量波动较大
焦化生产过程中,各工段(如冷鼓、脱硫、粗苯)的排风并非连续稳定。浓度和流量的瞬时剧烈波动,可能导致RTO炉内超温(超过设计上限)或浓度过低无法自持燃烧。这种不稳定性对设备安全运行提出了较高要求。
对策:增设缓冲均化系统与安全联锁
一个有效的办法是在RTO设备前设置足够容积的缓冲罐或气柜,并配合浓度在线监测仪和稀释风阀。当检测到废气浓度过高时,自动补充空气降低热值;浓度偏低时,则自动启动辅助燃烧器。此外,设备应配备多重温度传感器和紧急泄放装置。不得不承认,这套自控系统需要厂家具备扎实的集成能力,而这不是所有供应商都能做好的。

难点三:设备腐蚀严重,影响使用寿命
化产废气中硫化氢、氨气等腐蚀性介质在高温下会加速金属壳体及管路的腐蚀。若不加以防范,设备可能在几年内出现泄漏,带来安全隐患。
对策:选材升级与防腐涂层
对于关键部位,如蓄热室下部及切换阀门,推荐采用不锈钢材质或更高级别的耐腐蚀合金。内壁则应涂覆耐高温、耐酸碱的重防腐涂料。郑州朴华科技有限公司提供的解决方案中,会根据客户废气具体成分,量身定制防腐方案,包括选用特殊陶瓷蓄热体和密封材料,从而延长整套设备的使用周期。
总结与建议
总的来说,RTO设备在焦化厂化产区域的稳定运行,离不开“精细化预处理+智能化控制+针对性防腐”这三项核心对策。企业选择供应商时,建议考察其实战案例和设备集成水平。郑州朴华科技有限公司作为一家专注于环保设备研发生产的厂家,产品线覆盖RTO、RCO、布袋除尘器、脱硫塔等,能够为焦化行业提供全链条的VOCs治理支持。
如果您正面临化产区域废气治理的难题,不妨从废气源头分析和工艺设计优化开始着手。



{kind=link}