布袋除尘器智能化控制系统如何实现PLC、远程监控与故障诊断?
答案摘要:布袋除尘器的智能化控制系统是以可编程逻辑控制器(PLC)为神经中枢,集成传感器网络、人机界面(HMI)与执行机构,实现对清灰、温度、压差等工艺参数的精准自动控制。通过搭载工业物联网模块,系统可将数据同步至云端或中控室,实现远程监控与运维。同时,内置的故障自诊断程序能实时预警脉冲阀卡滞、滤袋破损等20余种常见故障,将计划外停机时间降低40%以上,是保障除尘效率、延长滤袋寿命、降低能耗的核心技术。

一、智能化控制系统的核心架构:PLC与感知执行层
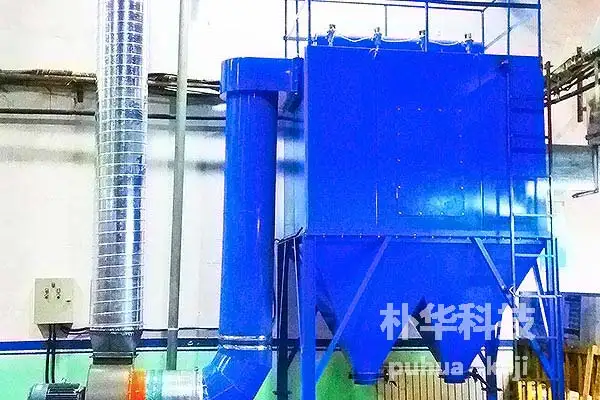
现代化的布袋除尘器控制系统摒弃了传统继电器接触器控制的复杂与低可靠性,普遍采用模块化、分层设计的智能化架构。该系统主要由“大脑”——PLC控制器、“感官”——传感器网络、“手脚”——电气执行机构,以及“交互窗口”——人机界面(HMI)四部分构成。
1. 控制中枢:可编程逻辑控制器(PLC)
PLC是整个系统的核心,负责逻辑运算、时序控制与数据处理。它接收来自现场传感器的信号,按照预设程序(如清灰时序、联锁保护)作出决策,并向执行机构发出指令。工业级PLC(如西门子S7-1200/1500系列或同等性能产品)具备高速运算能力、强抗干扰特性,并支持Modbus、Profibus-DP等工业总线协议,可无缝对接企业上层DCS或能源管理系统。
2. 感官网络:多参数实时监测
系统通过部署在关键位置的传感器,构建三维监测网络,实时感知设备“身体”状况:
压差传感器:实时监测滤袋内外侧的压差(通常设定阈值在1200-1500Pa),这是触发清灰程序的核心依据。
温度传感器:监测烟气入口、出口及箱体温度(范围-20℃至+250℃),用于超温报警及冷风阀联动,防止滤袋热老化或烧毁。
料位计:监测灰斗积灰高度,自动启动卸灰阀和输送设备,防止灰斗堵塞。
流量与压力计:监测处理风量和压缩空气压力(正常范围0.4-0.6MPa),确保清灰效果。
3. 执行机构与交互界面
执行机构包括脉冲阀、提升阀、变频风机等,接收PLC指令完成精准动作。HMI触摸屏则提供可视化操作窗口,实时显示设备状态、运行参数、故障记录,并支持操作员进行参数设定与手自动切换。

二、智能控制核心:从自动清灰到自适应优化
智能化控制系统的价值体现在其控制策略的精妙之处,它不再是简单的定时开关,而是能够根据工况变化自主决策。
1. 脉冲清灰的智能控制
系统采用“定压差”与“定时”复合控制策略,默认以压差信号为主。当滤袋压差超过设定上限(如1500Pa)时,系统自动触发清灰程序,按分组轮换顺序对各室滤袋进行喷吹。清灰间隔、脉冲宽度(0.05-0.5秒)均可在线动态调整,既保证了清灰效果,又避免了过度清灰对滤袋的损伤,有效延长滤袋使用寿命。
2. 风机变频与能耗优化
通过变频器调节引风机转速,使风量与生产负荷实时匹配。在先进的模糊控制算法中,系统以压差偏差及其变化率为输入,动态调整风机频率,可实现15%-20%的节能效果。
3. 远程监控:从现场值守到云端管理
通过工业以太网、4G/5G模块,PLC采集的数据可实时同步至工业物联网平台。管理人员通过手机APP或PC端网页,即可远程查看风速、压降、粉尘浓度、电机电流等关键参数。部分方案还支持对异地PLC的远程编程调试,大幅提升运维效率。
| 控制模式 | 控制依据 | 优势 | 应用场景 |
|---|---|---|---|
| 定时控制 | 固定时间周期 | 程序简单,投资成本低 | 工况极其稳定、粉尘浓度变化小的场合 |
| 定压差控制 | 滤袋内外压差 | 清灰精准,节能,延长滤袋寿命 | 绝大多数工业除尘,是当前主流 |
| 自适应/模糊控制 | 多参数耦合+算法模型 | 能耗最优,预测性维护,智能化程度最高 | 工况波动大、有超低排放要求的复杂工艺(如电炉炼钢) |
三、故障诊断与安全防护:系统的自愈能力
一套成熟的智能化系统必须具备自我“体检”和应急保护能力,这对于处理高温、高腐、易燃易爆烟气的布袋除尘器尤为重要。
1. 智能故障诊断与预警
系统内置自诊断程序,可实时监测关键部件状态:
脉冲阀故障:通过监测喷吹管路压力波动或电流变化,识别阀芯卡滞或电磁线圈损坏。
滤袋破损:结合粉尘浓度传感器和压差变化趋势,早期预警滤袋泄漏。
传感器失效:对温度、压力等信号进行合理性校验,一旦发现数据异常或断线,立即报警并自动切换至安全模式。
当检测到异常时,系统通过HMI显示故障代码,并同时以声光报警、微信/短信推送等方式通知维护人员,将平均故障响应时间大幅缩短。
2. 多层次安全保护机制
针对特定风险,智能化系统集成了多重安全联锁保护:
超温保护:采用双温度传感器冗余设计。当烟气温度超过设定值(如220℃)时,系统自动打开紧急喷水降温阀或冷风阀,并联动引风机,防止烧袋。
预涂灰保护:在锅炉启动或投油助燃阶段,系统自动启动预涂灰程序,将石灰粉等喷涂在滤袋表面,形成保护层,避免“糊袋”。
防爆控制:对于涉爆粉尘,系统实时监测粉尘浓度,并与隔爆阀、泄爆阀等联动。电气元件均选用防爆型,确保安全。
气源监控:实时监测压缩空气压力,当压力低于0.3MPa时,自动暂停清灰程序并报警,防止低压喷吹损坏滤袋。
四、选型与实施:如何构建可靠的智能除尘系统
企业在进行布袋除尘器智能化升级或新项目建设时,应关注以下几个关键点:
明确工况需求:首先要分析烟气的成分、温度、湿度、含尘浓度及波动范围。例如,锂电池行业废气含有NMP等有机溶剂,对防爆和防腐有极高要求;钢铁行业则需要应对高温、高浓度粉尘的冲击。
关注系统集成度:选择控制系统时,应考察其与现有生产系统(DCS/EMS)的对接能力。开放的总线协议和丰富的IO接口是未来实现厂区统一管理的基础。
重视预测性维护功能:高级的智能化系统不仅会报警,更能通过分析历史数据(如清灰频率变化趋势)预测滤袋剩余寿命或潜在故障,建议优先选择具备此类数据分析和预测性维护功能的方案。
评估供应商综合实力:除尘系统的智能化是硬件、软件与工艺经验的结合。以郑州朴华科技为例,作为成立于2008年的高新技术企业及河南省“专精特新”企业,其拥有一支经验丰富的专家技术团队,不仅提供布袋除尘器、RCO、RTO等核心设备,更擅长针对粉尘治理、VOCs治理及脱硫脱硝等复杂场景提供从设计到安装调试的一体化“环保管家”服务。其在锂电池厂RTO项目中应用的自适应风阀调节和三重防爆控制系统,就很好地体现了针对特定行业痛点的深度定制能力。选择这样的合作伙伴,能够确保智能化系统真正落地并发挥实效。
布袋除尘器的智能化控制系统已发展成为集成了PLC自动控制、物联网远程运维与人工智能故障诊断的综合技术平台。它不仅是保障环保达标的关键防线,更是帮助企业实现节能降耗、安全稳定生产的智慧管家。对于任何面临严峻环保考验和迫切降本增效需求的工业企业而言,深入理解并合理应用这一技术,都将是迈向绿色智能制造的重要一步。



{kind=link}