朴华科技RTO设备在制药行业VOCs废气治理中的应用实践
随着环保要求的日益严格,制药行业挥发性有机物(VOCs)废气治理已成为企业可持续发展的关键环节。郑州朴华科技有限公司作为河南地区比较优秀的的环保设备生产厂家,专业提供各种粉尘治理设备、脱硫设备、脱硝设备、VOCs有机废气处理设备、气力输送设备、污水处理设备的设计和研发生产,其在蓄热式热氧化(RTO)技术领域的应用实践,为制药企业提供了高效可靠的废气治理方案。
制药行业VOCs废气特性与治理挑战
制药工业排放的有机废气通常包含十几种溶剂的混合气体,成分复杂且浓度波动大。这些废气主要来源于化学反应釜、溶剂回收装置、储罐呼吸口以及物料转移过程等,其特征可归纳为:
成分复杂多样:常含有卤代烃、醇类、酮类、酯类、芳香烃等多种有机物
浓度波动显著:随着生产批次和工艺阶段的变化,废气浓度范围可从数十ppm到数千ppm
风量变化大:不同生产环节产生的废气风量差异显著
部分组分具恶臭:如甲硫醇、甲硫醚等物质,即使浓度很低也会产生明显异味
面对这些特性——或者说这些复杂的废气特性——传统单一的治理技术往往难以实现稳定达标排放。许多制药企业最初尝试将全部VOC废气通过RTO集中处理,不仅造成了资源浪费,也带来了诸多运行问题。

RTO技术原理与朴华科技的技术路线选择
RTO技术基本原理
蓄热式热氧化(RTO)装置是一种高效的热处理设备,其核心原理是通过760~1000℃的高温使废气中的挥发性有机物发生热氧化反应,生成二氧化碳和水蒸气。RTO系统的关键优势在于其独特的蓄热式陶瓷填充床换热器,能够最大限度地回收热能,热回收率可达到95%以上。这意味着在处理VOCs时,系统不用或仅需使用少量燃料,特别是在VOC浓度达到400ppm时,甚至可以实现不需要额外燃料的自持运行。
朴华科技的技术路线:分质分类处理
基于对制药行业废气特性的深入理解,朴华科技提出了一条差异化的技术路线:不是简单地将所有废气集中处理,而是将废气分质分类收集,针对不同特性的废气采用最适合的处理技术。具体来说:
较纯净的溶剂废气:采用大孔吸附树脂进行回收,对非极性、弱极性VOCs去除率高达99.5%以上
中高浓度复杂废气:采用RTO进行高温氧化
恶臭气体:根据浓度和风量,选择树脂吸附或组合工艺
这种分质分类处理的思路——或者说这种差异化的治理策略——不仅提高了处理效率,也大大降低了运行成本。
朴华科技RTO在制药行业的具体应用方案
针对不同浓度废气的治理方案
朴华科技根据制药企业废气浓度的不同,提供了定制化的解决方案:
| 废气浓度范围 | 推荐工艺 | 技术特点 | 去除效率 |
|---|---|---|---|
| 低浓度(<500ppm) | 沸石转轮浓缩+RTO | 先吸附浓缩5-20倍,再进入RTO焚烧 | 98%以上 |
| 中高浓度(500-3000ppm) | 直接RTO处理 | 自热运行,无需或少量辅助燃料 | 98%以上 |
| 高浓度(>3000ppm) | RTO+余热回收 | 充分利用氧化反应热,降低车间能耗 | 99%以上 |
复杂成分废气的组合工艺应用
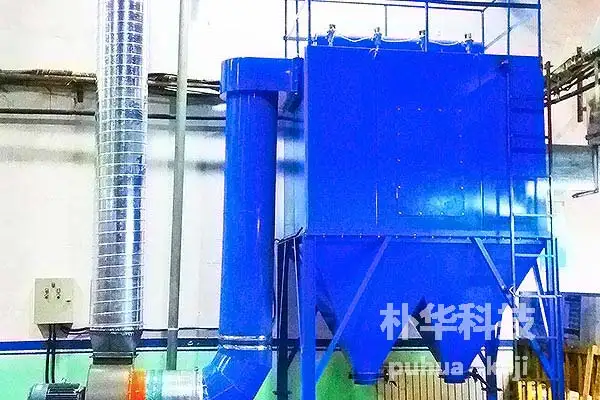
对于成分特别复杂的制药废气,朴华科技采用组合工艺策略,实现了高效治理。以河南某医药企业为例,其废气中含有氯化合物,朴华科技在RTO前增加了碱洗塔预处理,有效解决了含氯有机物处理过程中可能产生的二次污染问题。这套组合工艺的工作流程包括:
预处理阶段:通过碱洗塔去除酸性气体和部分含氯物质
浓缩阶段:利用沸石转轮对低浓度废气进行吸附浓缩
氧化阶段:浓缩后的高浓度废气进入RTO在850℃左右进行氧化分解
能量回收阶段:净化后的气体经蓄热体回收热量后达标排放
不得不说,这种组合工艺的应用使得朴华科技在处理复杂制药废气时能够实现稳定达标排放,同时最大限度降低运行成本。
-6.webp)
朴华科技RTO设备的技术优势与创新点
高效热能回收与经济运行
朴华科技RTO设备的核心优势之一是其卓越的热能回收能力。据实际运行数据,其RTO系统的热能回收率可达到95%以上,这一指标在行业内处于领先水平。高热回收率带来的直接好处是运行成本的大幅降低,当废气中VOCs浓度达到一定水平时(通常为1-5 g/Nm³),系统可实现自热运行,无需额外燃料消耗。这一特性对与需要连续运行的制药企业来说意义重大。
说到经济效益,不得不提的是运行成本的具体数据。根据实际案例统计,采用朴华科技RTO设备的制药企业,在处理入口VOCs浓度在880~1100ppm的废气时,VOCs质量去除成本约为9元/公斤(不含初设成本摊提)。这一成本水平在同类技术中具有明显竞争优势。
适应性强与稳定可靠
朴华科技RTO设备另一大优势是其出色的适应性。制药企业生产过程中,废气浓度和风量往往会有较大波动,而RTO设备能够适应浓度波动在0-5000mg/m³的范围。这种适应性主要得益于以下几方面技术特点:
智能控制系统:根据废气浓度自动调节燃烧器工作状态
多床层设计:提供连续稳定的热回收效率
材料耐腐蚀:针对医药化工行业特点,选用耐腐蚀材料,延长设备寿命
坦白说,在设备稳定性方面,朴华科技RTO采用的低维护设计可在恶劣环境下连续运行,这一点对与需要连续生产的制药企业尤为重要。
实际应用案例与绩效分析
化学合成原料药车间废气治理案例
某制药企业化学合成原料药车间主要生产利塞磷酸钠等产品,生产过程中产生含多种卤代烃和醇类溶剂的复杂废气。朴华科技通过技术评估,采用了树脂吸附+RTO的组合工艺方案。具体实施方式为:
将较纯净的溶剂废气通过大孔吸附树脂进行回收,树脂对非极性、弱极性VOCs去除率高达99.5%以上
将其余复杂废气通入三槽式RTO装置进行氧化处理
对吸附饱和的树脂床层用蒸汽进行脱附,回收有机溶剂
这一方案实施后,不仅实现了废气达标排放,还通过溶剂回收创造了额外的经济效益。不得不说,这种资源化治理思路代表了废气治理的发展方向。
绩效对比分析
为了客观评估朴华科技RTO设备的应用效果,我们对比了同一家企业改造前后的关键指标:
| 性能指标 | 改造前(活性炭吸附) | 改造后(RTO组合工艺) | 改善幅度 |
|---|---|---|---|
| 能耗成本 | 12万元/月 | 3.5万元/月 | 降低70.8% |
| 排放浓度 | 超标2-3倍 | <30mg/m³ | 达标排放 |
| 设备维护频次 | 每周2次 | 每月1次 | 减少87.5% |
| VOCs去除率 | 85%~90% | 98%以上 | 显著提升 |
从这些数据可以看出,朴华科技RTO设备不仅在治理效果上表现优异,在运行经济性方面也带来了显著提升。
制药行业应用RTO技术的注意事项与解决方案
废气收集系统的优化
高效收集是实现VOCs深度减排的前提条件。没有高效收集,再先进的末端处理技术也无法发挥其减排潜力。朴华科技在项目实施中特别重视废气收集环节的优化,主要措施包括:
优先采用密闭排风罩:对有机废气散发面较小的设备或工段,选用局部密闭罩;对散发面较大的设备或工段,选用整体密闭罩
科学计算排风量:避免过度排风导致末端处理设施负荷过高
分质分类收集:将不同性质、不同浓度的废气分开收集,分别处理
说到这里,不得不提醒的是,许多制药企业忽视了废气收集环节的的重要性,导致整个治理系统效果不佳。科学的收集系统设计是成功治理的一半。
设备选型与运行维护要点
根据朴华科技的工程经验,制药企业在选用RTO设备时应重点关注以下几个方面:
全面分析废气成分:建议检测50+组分,确保设备材质和工艺路线选择正确
风量计算预留余量:建议预留20%余量,以适应生产线未来的扩容需求
设备材质耐腐蚀:针对制药行业可能存在的含氯、含硫废气,选择耐腐蚀材料至关重要
定期维护保养:建立完善的维护制度,避免因保养不到位导致设备性能下降或损坏
说到设备维护,朴华科技提供了智能远程监控系统,可以实时监测RTO系统的运行状态,及时发现并处理潜在问题,这种预防性维护大大提高了设备运行的可靠性。
未来发展趋势与展望
随着制药行业环保要求的不断提高,VOCs治理技术也在持续进步。从朴华科技的实践来看,未来RTO技术在制药行业的应用将呈现以下发展趋势:
智能化控制:通过先进算法实现系统运行的自动优化,进一步提高热能利用效率
组合工艺优化:针对特定废气组分开发更高效的预处理和后处理技术
能效持续提升:通过材料创新和结构优化,进一步提高热回收效率
资源化方向:将废气治理与资源回收更紧密结合,创造经济效益
总的来说,朴华科技RTO设备在制药行业VOCs废气治理中的应用实践表明,通过科学的技术路线选择、合理的系统设计和规范的运行维护,制药企业完全能够实现废气的高效治理和达标排放,同时降低运行成本,甚至创造额外的经济价值。这种技术经济性俱佳的解决方案,为制药行业绿色转型提供了有力支撑。



{kind=link}