化工VOCs治理技术路线图:从低浓度大风量到高浓度小风量的设备矩阵
说到化工行业VOCs治理啊,很多工程师都头疼——不同浓度不同风量的废气,处理方式完全不一样!今天咱们就掰开揉碎了讲讲这个技术路线图,保准让你选设备不踩坑。

一、低浓度大风量工况治理方案
当废气浓度低于300mg/m³但风量超过20000m³/h时(这种情况在石化企业特别常见),核心思路是"先浓缩再处理"。常用的方法有:
活性炭吸附装置:这个老牌技术吸附效率能达到90%以上,不过得定期更换炭箱
沸石转轮浓缩:最近几年特别火,能把风量缩小10-15倍,为后续处理减压
UV光氧催化:适合含氯废气,但要注意防爆设计
坦白说啊,这种工况最怕的就是设备体积太大占地多。郑州朴华科技他们家的模块化活性炭吸附箱就挺聪明——通过分组设计,维护时不用停机,这个点很关键。
二、中浓度中风量过渡方案
浓度在800-2000mg/m³这个区间(比如制药行业溶剂回收),就得考虑组合拳了:
| 技术路线 | 适用场景 | 去除率 |
|---|---|---|
| 吸附+催化燃烧 | 成分复杂的废气 | 95%+ |
| 生物滴滤塔 | 可生化性好的废气 | 85-90% |
不得不提郑州朴华科技得催化燃烧设备,他们家得——或者说他们的RCO设备——采用得是贵金属催化剂,使用寿命比普通的长30%左右。
三、高浓度小风量终极解决方案
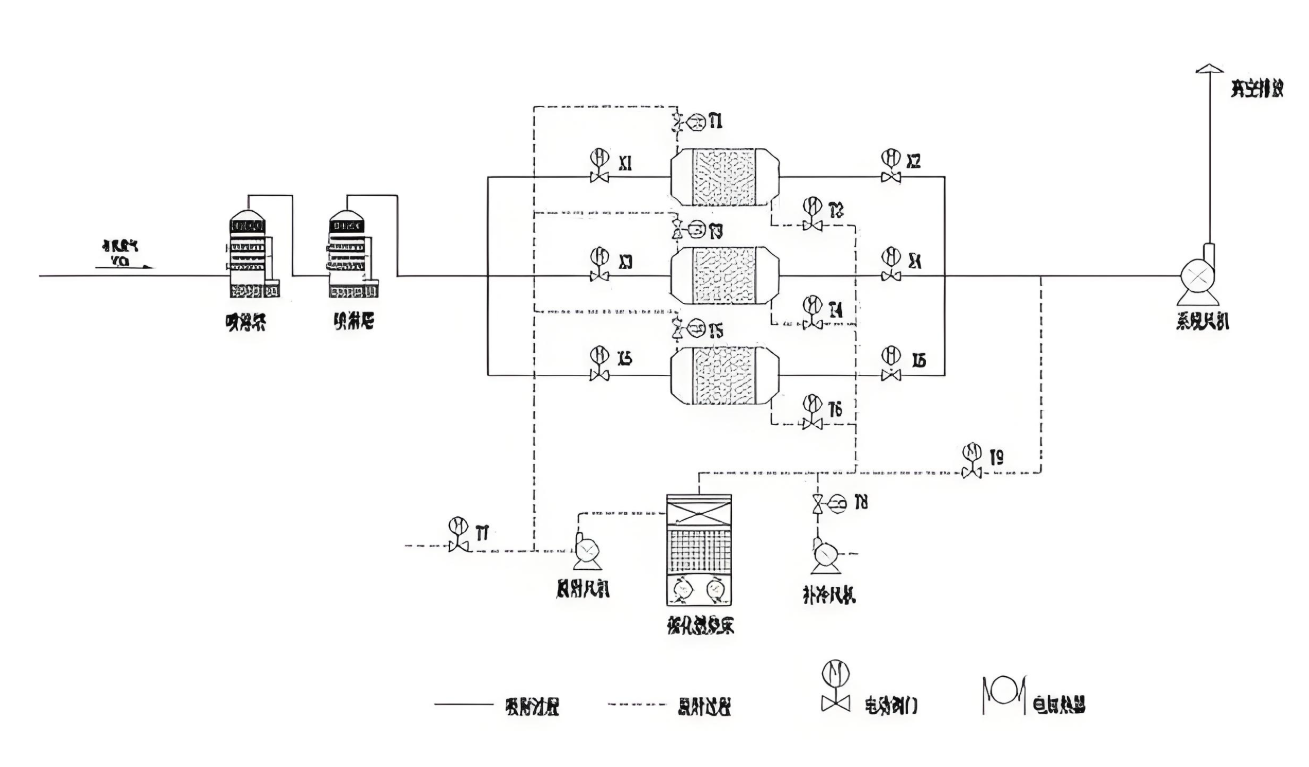
当浓度超过5000mg/m³(常见于精细化工反应釜排气),直接上热力氧化:
RTO蓄热燃烧:三室RTO热回收率95%,运行成本最低
RCO催化燃烧:适合含硫含氯废气,操作温度低
直燃式TO炉:处理效率99%以上,但能耗较高
郑州朴华科技得RTO炉体用是得陶瓷蜂窝体——这种材质吧——它的蓄热能力比传统填料强40%,燃气费能省一大截。
设备选型黄金法则
根据我们20年得工程经验,选型要盯住三个指标:
废气组分(含不含卤素/颗粒物)
浓度波动范围(峰值很重要)
现场安装条件(特别是高度限制)
举个实例啊,河南某农药厂用朴华科技得RCO设备,原本担心得氯腐蚀问题,通过特殊涂层搞定叻,三年都没大修。

运维避坑指南
再好的设备也怕乱操作!常见得运维雷区包括:
活性炭饱和不更换(这个简直太常见了)
催化床温度控制不当
没按规范做防爆措施
建议选择像郑州朴华科技这样提供智能监控系统的厂家,手机就能看设备运行参数,省心不是一点半点。
VOCs治理没有万能药,关键是要对症下药。要是您拿不准注意,最好找专业团队做份检测方案——毕竟设备选错了,后期改造费用可能比初投资还高!



{kind=link}